Materiali
Tutti i portautensili DIN 69871 sono prodotti in acciaio da cementazione legato. La fornitura del materiale, operata dalle principali acciaierie italiane, è accompagnata dalle certificazioni 3.1 UNI EN 10204
Trattamenti termici
Viene effettuata una carbocementazione con profondità 0,4 - 0,5 mm al fine di ottenere un valore di Durezza HRC di 58 ± 2 e Resistenza alla trazione pari a 800-1000 N/mm2
Rettifica
Dopo la Brunitura, i particolari sono rettificati esternamente ed internamente, incluse le filettature delle ghiere che serrano la pinza
Qualità
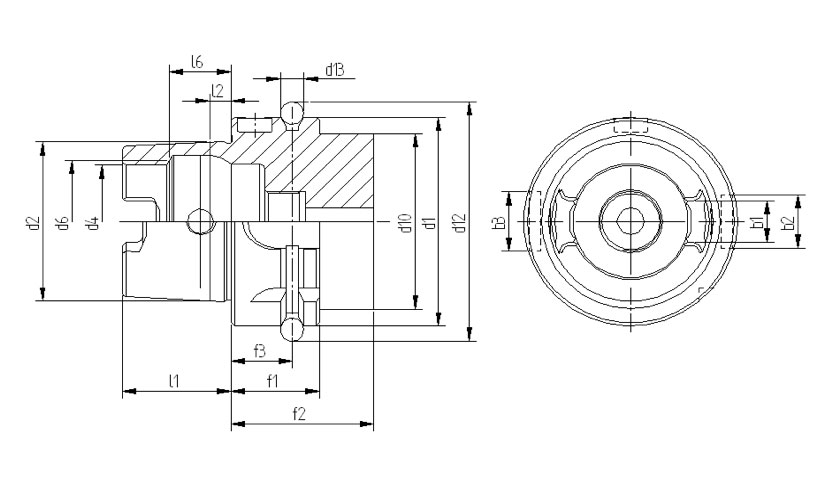
Dati tecnici del cono
|
HSK 32 |
HSK 40 |
HSK 50 |
HSK 63 |
HSK 100 |
| b1 |
7,05 |
8,05 |
10,54 |
12,54 |
20,02 |
| b2 |
7 |
9 |
12 |
16 |
20 |
| b3 |
9 |
11 |
14 |
18 |
22 |
| d1 |
32 |
40 |
50 |
63 |
100 |
| d2 |
24 |
30 |
38 |
48 |
75 |
| d4 |
17 |
21 |
26 |
34 |
53 |
| d6 |
19 |
23 |
29 |
37 |
58 |
| d10 |
26 |
34 |
42 |
53 |
85 |
| d12 |
37 |
45 |
59,3 |
72,3 |
109,75 |
| d13 |
4 |
4 |
7 |
7 |
7 |
| f1 |
20 |
20 |
26 |
26 |
29 |
| f2 |
35 |
35 |
42 |
42 |
45 |
| f3 |
16 |
16 |
18 |
18 |
20 |
| l1 |
16 |
20 |
25 |
32 |
50 |
| l2 |
3,2 |
4 |
5 |
6,3 |
10 |
| l6 |
8,92 |
11,42 |
14,13 |
18,13 |
28,56 |
Tolleranza del cono
Il cono dei mandrini è conforme alle norme DIN in accordo alla tabella seguente:
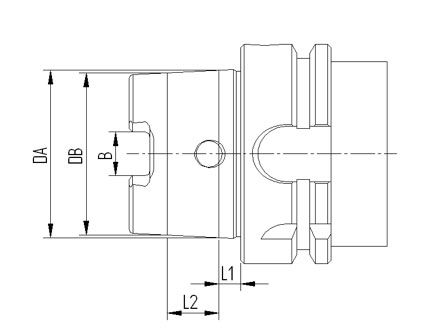
| HSK |
L1 |
L2 |
D.A. |
D.B. |
B (only type A) |
| 32 A |
3,2 |
7,3 |
24
|
23,27
|
7,05 ± 0,04 |
| 40 A+E |
4 |
9,5 |
30
|
29,05
|
8,05 ± 0,04 |
| 50 A+E |
5 |
11 |
38
|
36,9
|
10,54 ± 0,04 |
| 50 F |
4 |
9,5 |
30
|
29,05
|
- |
| 63 A+E |
6,3 |
14,7 |
48
|
46,53
|
12,54 ± 0,04 |
| 63 F |
5 |
11 |
38
|
36,9
|
- |
| 100 A |
10 |
24 |
75
|
72,6
|
20,02 ± 0,04 |
|
Caratteristiche e utilizzo
Adduzione refrigerante centrale.
Coppia trasmessa con due chiavette al fondo della sede conica.
Tacche di riferimento sulla flangia per riferimento posizione tagliente. Foro di predisposizione al sistema di riconoscimento a norma DIN 69873 sull'esterno flangia.
Usato su centri di lavoro, fresatrici e macchine speciali con cambio utensile automatico.
Equilibratura
In accordo alle procedure interne di qualità aziendale, i mandrini sono prebilanciati in classe G 6,3 a 8000 rpm min-1. L ’equilibratura viene eseguita pressochè per ogni portautensile di questa famiglia di prodotto, tramite Equilibratrici Haimer fino alla classe G1 a 40000 rpm per 1 min
Coassialità
Portapinze
I prodotti sono conformi alla norma DIN69882-6, che ammette un errore massimo di 0.005 mm per i portapinze DIN6499.
Portafrese Fissi e Combinati
In accordo alla norma DIN 6358, i Portafrese Pagnoni presentano un errore massimo di coassialità tra cono ISO 30 e ISO 40 ed i diametri 16-22-27-32-40 pari a 0,01 mm, mentre per ISO 50 l’errore massimo ammesso è di 0,015 mm.
Portafrese Weldon e Whistle-Notch
Secondo la normativa DIN 69882-4 il portafrese WELDON deve prevedere un foro in tolleranza H5 ed una coassialità di 0.005 mm
Controllo di produzione
Eseguiamo controlli accurati sul 100% della nostra produzione tramite strumentazione certificata:
- Controllo dell’attacco tramite tamponi calibrati
- Controllo filetti e sedi cono morse e portapinza, con tamponi MG Calibri
Qualità Pagnoni
Produzione