
Materiali
Tutti i portautensili DIN 2080 sono prodotti in acciaio da cementazione legato. La fornitura del materiale, operata dalle principali acciaierie italiane, è accompagnata dalle certificazioni 3.1 UNI EN 10204
Trattamenti termici
Viene effettuata una carbocementazione con profondità 0,4 - 0,5 mm al fine di ottenere un valore di Durezza HRC di 58 ± 2 e Resistenza alla trazione pari a 800-1000 N/mm
Rettifica
Dopo la Brunitura, i particolari sono rettificati esternamente ed internamente, incluse le filettature delle ghiere che serrano la pinza
Qualità
Tolleranza del cono
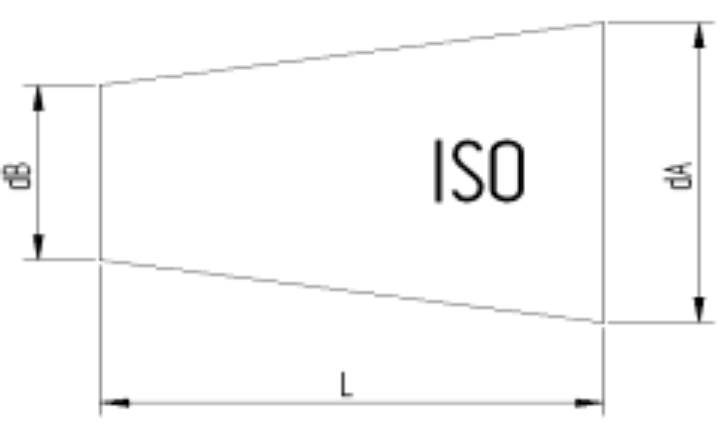
Il cono dei mandrini è conforme alla classe AT3 in accordo alle norme DIN ed alla tabella seguente:
| ISO | L | dA - dB | AT3 |
| 30 | 42 | 12.250 | + 0.002 |
| 40 | 59 | 17.208 | + 0.003 |
| 50 | 92 | 26.833 | + 0.004 |
Coassialità
Portapinze
A fronte di uno scostamento massimo ammesso dalla norma DIN 6391 pari a 0.016 mm, sia per i portapinze DIN6499 che per i DIN 6388, la nostra produzione presenta valori di eccentricità tra cono ISO e sede pinza compresi tra i 0,003 e 0,010 mm.
Portafrese Fissi e Combinati
In accordo alla norma DIN 6358, i Portafrese Pagnoni presentano un errore massimo di coassialità tra cono ISO 30 e ISO 40 ed i diametri 16-22-27-32-40 pari a 0,01 mm, mentre per ISO 50 l’errore massimo ammesso è di 0,015 mm.
Portafrese Weldon e Whistle-Notch
Nel rispetto della normativa DIN 6359-1, il foro è realizzato in tolleranza H5, con un valore medio di coassialità pari a 0,005 mm, laddove lo scostamento massimo consentito tra cono e sede Weldon è < 0,01 (per ISO 40)
Controllo di produzione
Eseguiamo controlli accurati sul 100% della nostra produzione tramite strumentazione certificata:
- Controllo certificato della conicità AT3, su tamponi pneumatici Stotz
- Controllo filetti e sedi cono morse e portapinza, con tamponi MG Calibri